Scientific American, Vol. XXXIX. No. 6. [New Series.], August 10, 1878, by Various, is part of the HackerNoon Books Series. You can jump to any chapter in this book here. MECHANICAL PUDDLING IN SWEDEN.
MECHANICAL PUDDLING IN SWEDEN.
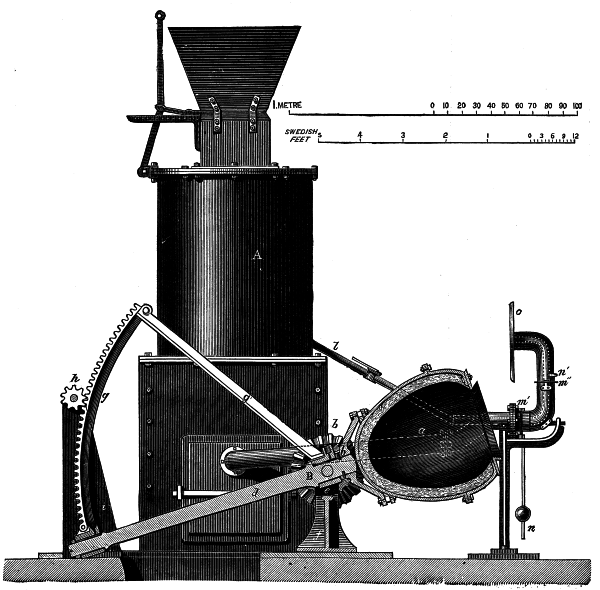
The accompanying engravings, which we take from Iron, give plan and section of the puddling apparatus invented by Mr. Oestlund, as used at the Finspong Ironworks. The gas generator, A, is of the common Swedish type, as used for charcoal. The tube, k, conducts the gases into the refining pot, a. This pot has a lining of refinery slag, which is melted, as the apparatus revolves, to get it to adhere to the sides. The revolution of the pot, a, on its axis, d, is effected by the action of the beveled wheels, b and b', and the pulley, c, which takes from an iron chain the power given off by a turbine. The spindle, d, is supported in the bearings, e and e', c carrying a pair of trunnions which form the axis of oscillation, and allow the apparatus to rise or fall, the whole of this mechanism being supported on the plummer blocks, f f. One of the trunnions, e'', is prolonged so as to form the axis of the beveled wheel, b, and the pulley, c, the latter sliding along the trunnion so as to put b in or out of gear. The bush, e is tied by means of the stay, g' to the upper end of the toothed segment, g, the lower extremity of which is connected with the second bush at the end of the spindle. By means of the pinion, h, revolving on standards, i i, and the segmental rack, g, the pot can be raised or lowered without interfering with the action of the beveled wheels.
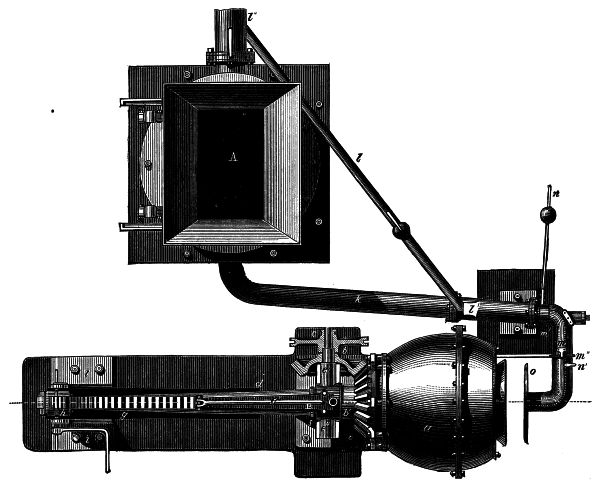
The gas from the generator is brought to the mouth of the pot by the tubes, k and m. The air necessary for the combustion of the gas is brought in by a tube, l, branching from the air main, l''. The air tube, l, passes into the gas tube and is continued concentrically within the latter. The gas and air tubes both have joints at m' and m''. By means of the bar, n, which has a counterpoise to keep the moving parts in position, the tubes can be brought from or toward the mouth of the pot, so as to make it free of access to the workman. With a key fitting on the stem, n', the tubes can be turned in m', so as to give the currents of gas and air a more or less oblique direction. To screen the workmen from the heat of the pot a disk of iron, o, lined with fire clay on the side next the pot, is fitted to the end of the tubes.
Before running the metal into the pot, the latter must be heated, to such a degree that the slag lining is pasty or semi-fluid at its surface. Generally an hour and a half will be spent in heating with gas to this point. There should be sufficient live coal in the pot when the gas is first let in to keep up its combustion; should it be extinguished by excess of air or gas, it must be relit. As soon as the pot begins to get red hot the full heat can be put on.
The gas generator is tended in the usual way with the ordinary precautions. To keep ashes and dust out of the gas tube, lumps of charcoal are heaped up to the height of the top of the flue. The wind pressure for the generator was 33 to 41 millimeters of mercury, that of the wind for the combustion of the gas (at Finspong the blast is not heated) being only 16½ millimeters. The pressure of the gas in the tube near the pot was 6.2 millimeters of mercury. The method of working, viewed chemically, does not sensibly differ from puddling; although giving as good, perhaps better, results at a much less cost. There are three principal periods in the operation: 1. The period before boiling. 2. The boiling itself. 3. The end of the boiling, and the formation of balls. When cast metal is poured into the pot a shovelful or two of refinery slag is added. The temperature of the bath is thus brought down; it thickens and boils, the pot revolving at the rate of 30 or 40 revolutions a minute. The metal is worked with a rabble, either to cool it or to get the slag to incorporate with it, as is done in puddling. Note must be taken of the temperature of the melted metal and that of the pot, at the moment of charging, the heat during working being regulated accordingly by increasing or diminishing the inflow of air and gas. When circumstances are favorable, boiling begins five minutes after the metal is run into the pot, and it lasts about ten minutes.
Boiling having begun, the batch swells, the iron forms, granulates, and seems to cling to the rabble and the sides of the pot. The rotation of the pot is continued, as well as the working, to separate out parts which are not yet refined; but no more cold cinder is put in. While boiling goes on the temperature is regulated so that the pig does not cling to the side of the pot during a complete revolution, but so that the particles next the side fall back into the bath when the side comes uppermost in the revolution. The heat is raised a little when the iron can be felt by the rabble to be completely refined, when shining lumps make their appearance in the bath, and the iron begins to cling to the walls. At the moment, therefore, that the temperature is brought to its highest point, and the iron begins to agglutinate, the rotation of the pot should be stopped, and either immediately, or after the delay of a couple of minutes, it is removed. If the iron does not ball well, it is not completely refined, and the pot may be started again. If the iron is firm enough already, the isolated particles are exposed to the hottest flame possible, the blast being carried to its maximum. The refining is thus completely finished, and all the particles are agglomerated. The mobility of the gas tube at m'' is of advantage in this operation. It is sometimes useful to start the pot again to round up the puddled ball, but it is best if this has been formed with the rabble.
The iron from a charge of 75 kilos. of pig may be divided with advantage into a couple of balls; a third may be made of the iron separated from the walls of the pot. To get out the balls the pot is lowered, and the workmen use tongs, pointed rabble, and hooked bar. If things have gone well the balls ought to come out soft at a welding heat, filled with cinder like puddled balls, but a little more resisting and solid under the hammer. They are forged into bars, and these are at once passed to the rolls. If nothing hinders the balling and shingling, these operations will not consume more than fifteen minutes.
Photographic Engraving.
Scamoni's process is as follows: The original drawings are carefully touched up, so that the whites are as pure and the blacks as intense as possible, and then the negative is taken in the ordinary way, the plate being backed in the camera with damp red blotting paper, to prevent reflection from the camera or back of the plate. The negative is developed in the ordinary manner, intensified by mercuric chloride, and varnished. A positive picture is taken in the camera, the negative being carefully screened from any light coming between it and the lens. This is intensified by pyrogallic acid, and afterward washed with a pure water to which a little ammonia has been added. It is then immersed in mercuric chloride for half an hour, and again intensified with pyrogallic acid. This is repeated several times. When the intensity of the lines is considerable, the plate is well washed, treated with potassium iodide, and finally with ammonia, the image successively appearing yellow, green, brown, and then violet brown. The plate is then thoroughly drained, and the image is treated successively with a solution of platinic chloride, auric chloride, ferrous sulphate, and finally by pyrogallic acid, which has the property of solidifying the metallic deposits. The metallic relief thus obtained is dried over a spirit lamp, and covered with an excessively thin varnish. This varnish, which is evidently a special preparation, retains sufficient tackiness to hold powdered graphite on its surface (the bronze powder now used may be employed instead), which is dusted on in the usual manner. After giving the plate a border of wax, it is placed in an electrotyping bath, and a perfect facsimile in intaglio is obtained, from which prints may be taken in a printing press.
About HackerNoon Book Series: We bring you the most important technical, scientific, and insightful public domain books.
This book is part of the public domain. Various (2013). Scientific American, Vol. XXXIX. No. 6. [New Series.], August 10, 1878. Urbana, Illinois: Project Gutenberg. Retrieved https://www.gutenberg.org/cache/epub/19406/pg19406-images.html
This eBook is for the use of anyone anywhere at no cost and with almost no restrictions whatsoever. You may copy it, give it away or re-use it under the terms of the Project Gutenberg License included with this eBook or online at www.gutenberg.org, located at https://www.gutenberg.org/policy/license.html