
Scientific American, Volume XXXVI., No. 8, February 24, 1877 by Various, is part of the HackerNoon Books Series. You can jump to any chapter in this book here. Screw-Cutting Lathes
SCREW-CUTTING LATHES.
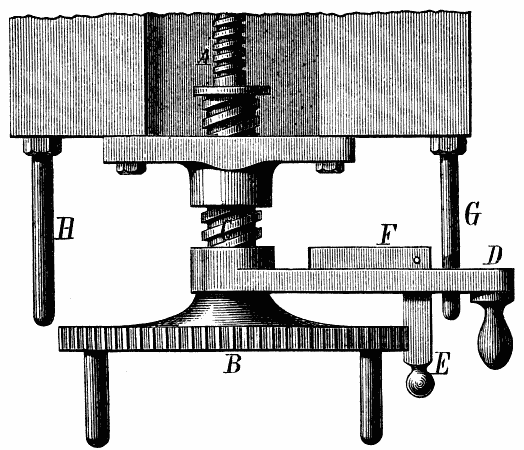
An English lathe, now in use at the Rogers Locomotive Works, Paterson, N.J., contains several novel features. The ways are flat on the faces, instead of having raised Vs; and this is a feature of all English lathes, and of those known in this country as the Freeland lathes. A great deal of discussion has at various times taken place as to the relative qualification or merits of these two forms of lathe bed. The advocates of the flat way, with Vs at the edges of the way, claim superiority on the score of steadiness, increased wearing surface, and strength; while, on behalf of the raised Vs, it is urged that, the Vs being true, the saddle is bound to travel true, because there can be no lost motion on the slides; whereas any lost motion, from want of adjustment of the slides in flat ways, is liable to be reproduced twofold in the work, for the reason that 1/100 of an inch lateral movement of the slide carriage becomes 1/50 of an inch in the diameter of the work. Then, again, the most of the wear upon a lathe bed takes place at the part at and near the running center of the lathe, because the saddle is, on account of short jobs, more used in that part than on any other. As a result, when wear has taken place, the saddle, if adjusted to suit the worn part, becomes too tight to travel over the unworn part of the bed; and hence, after the wear has taken place, a proper adjustment of the lathe saddle becomes impossible if the job is a long one. In the case of raised Vs, however, the wear simply causes the saddle to fall vertically, so that an amount of wear equal to 1/100 of an inch would have the same effect as lowering the tool 1/100 inch, its effect upon the work being almost imperceptible by ordinary measurement. On the other hand, however, V lathes are usually made with either a weight or a spring to keep the saddle down; and as a result, when the cutting tool stands far out from the tool post, the saddle is apt to tip, especially in the case of boring with a lathe tool. In some cases, the raised Vs are accompanied with gibs to secure the saddle; but in many instances the gibs are given too little wearing surface. In the lathe above referred to, there are three ways in one casting, with the slide angles on the outer edges. There are also three separate and independent tail stocks fitting into the two openings between the ways. The running head has one cone pulley connected by suitable gearing to three face plates. The three centers at the running head are stationary. The slide rest saddle spans the three ways, having a V slide which contains three separate slide rests, all connected by a nut to the feed screw, so that all three are operated by the one screw. In addition to this, the two back slide rests have the nuts so attached that they can be moved by means of a separate screw, the object being to facilitate setting the cuts, since it would be a tedious matter to set all three tools to an equal cut, or to their desired respective cuts, without means of operating two of them independently. To set the cut during screw-cutting operations, the ingenious device shown in our engraving is provided. A represents the cross-feed or slide rest screw, which operates the three slide rests. It is fast to the notched wheel, B, and is operated by it in the usual way. C is a short screw which provides journal bearing for the screw, A, by a plain hole. It is screwed on the outside, and the plate in which it fits acts as its nut. It is fast to the handle, D, and is in fact operated by it. The handle or lever is provided with a catch, E, pivoted in the enclosed box, F, which also contains a means of detaining the catch in the notches of the wheel, or of holding it free from the same when it is placed clear. If, then, the lever, D, be moved back and forth the feed screw, A, and hence the three slide rests, will be operated; while, if the catch be placed in one of the notches on the wheel, B, both the screws, A and C, will act to operate the rests. When, therefore, the operator is cutting screws, he sets the catch, E, into one of the notches so soon as the tools are properly adjusted to the work; and then lifting the catch, E, he turns the wheel, B, so that the catch falls into the next notch, and this puts the cut on. When the tool has taken that cut, and while the latter saddle is traveling back, the catch is placed in the next notch, and so on, the cut for the forward travel always being put on as above while the saddle is traveling back. Thus is insured an exactly equable amount of cut on the whole three rests. When the lever, D, is not in use, the catch is removed from the wheel, B, and is allowed to rest against the pins, G or A, provided for that purpose. For piston rods, or for work such as cutting jack screws, this lathe is very useful. It is obviously, however, a special tool.
About HackerNoon Book Series: We bring you the most important technical, scientific, and insightful public domain books.
This book is part of the public domain. Various (2006). Scientific American, Volume XXXVI., No. 8, February 24, 1877. Urbana, Illinois: Project Gutenberg. Retrieved https://www.gutenberg.org/cache/epub/19406/pg19406-images.html
This eBook is for the use of anyone anywhere at no cost and with almost no restrictions whatsoever. You may copy it, give it away or re-use it under the terms of the Project Gutenberg License included with this eBook or online at www.gutenberg.org, located at https://www.gutenberg.org/policy/license.html